
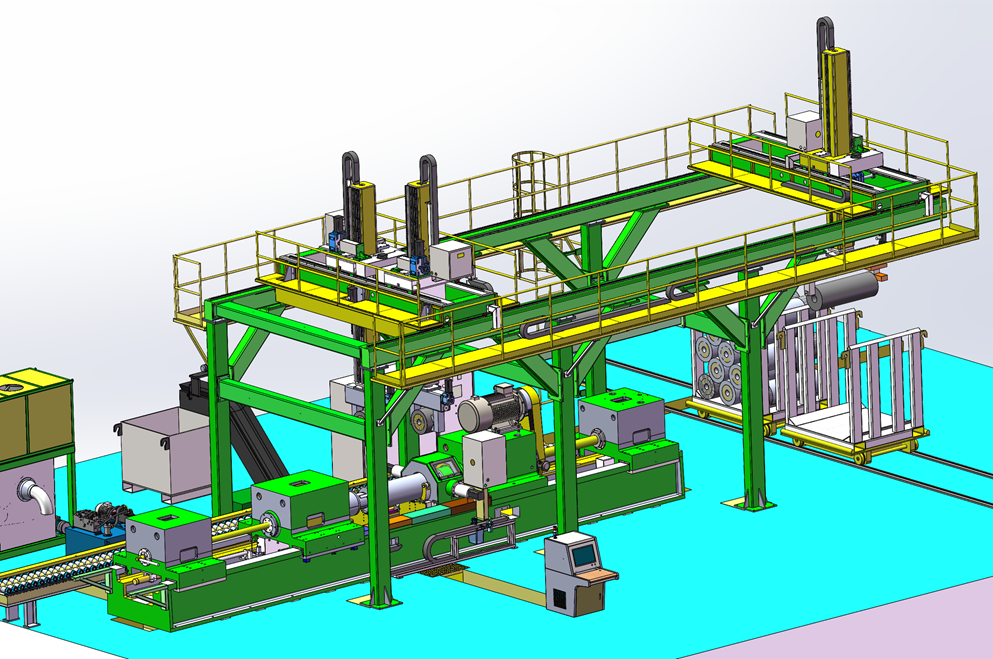
车皮镗孔一体机
全国咨询热线
13903799695



车皮镗孔一体机技术特点
1、车皮镗孔一体:可以同时进行车皮与镗孔,也可以单独进行车皮,单独进行镗孔
2、结构简化、故障率低、刚度好:采用数控机械手上下料及装框,管棒定位精度高,铣面机本体内部结构简化,无需复杂的接锭及定位机构,铜屑排放流畅,故障率低,高刚度框架结构,该结构保证了机床的刚度,可以满足重切削的要求
3、管棒数控定位:管棒定位采用自动钳口,从管棒的两端卡紧管棒,数控机械手进行定位,保证管棒定位的对中精度
4、管棒夹紧快速可靠:管棒夹紧采用液压卡具卡紧管棒两端,动作迅速、安全可靠,高速旋转,每个卡盘带3个活动顶*尖,以适应不垂直的管棒车削端面,根据不同的管棒直径及内孔直径快速更换卡盘
5、上下料迅速:上料系统采用双工位伺服机械手上料,一个机械手夹紧带加工管棒等待上料,另一个机械手从铣面机取出加工后的管棒,将管棒吊运走,放入管棒料框,以节约辅助时间
6、干式切削技术:切削采用准干式技术,铜屑干燥,直接回收
7、外圆切削润滑工艺:外圆切屑刀片润滑采用刀具切削端面润滑,充分润滑刀具,从而实现刀头切削降温、延长刀头寿命、加快切削速度、提高切削质量
8、镗孔润滑工艺:镗孔采用准干式润滑,镗孔切屑刀片喷雾润滑是通过主轴气孔、刀具底座的喷射孔将冷却润滑气/液直接引射至切削刀头,从而实现刀头切削降温、延长刀头寿命、加快切削速度、提高切削质量;乳液润滑作为备用功能,可以与准干式润滑快速互换。
9、镗孔铝屑高压风吹洗工艺:镗孔采用先进的铝屑高压风吹扫方式,将铝屑排出,铝屑易于回收,***技术。
10、双侧切削工艺:带精刀加工,车削深度大,光洁度高:龙门框架式走刀台双侧安装刀具,切削受力平衡,防止管棒受切削力倾斜,提高加工精度,同时提高切削深度,龙门框架采用坚固的钢结构,导轨采用直线导轨,承载重、无泄漏,摩擦系数小,传动动力小,机械寿命长,可以满足机床导轨的免维护,精度保持性好
11、刀架进给精密齿轮齿条伺服传动:刀架进给采用精密齿轮齿条+伺服电机传动机构,传动无震动,伺服传动机构外置,利于检修
12、多刀片组合切削技术:刀架采用多刀片切削技术,采用两侧切削,每侧2把切削刀具,效率高,加工精度好
13、轴承稀油循环润滑:喷射式大流量稀油全油润滑,确保轴承寿命,免维护。润滑油通过润滑泵循环,循环系统带压力检测系统,人机界面报警
14、电气控制系统:控制系统采用工控机+PLC+HMI控制系统,结合伺服系统、机械定位及光电传感器等控制,使机床控制精度高,性能稳定可靠
15、专-业化程度高:凯斯公司专注于车削镗孔设备的设计与制造,专-业化程度高,整个系列包括:铣面机、镗孔机、棒材与管棒材打磨抛光机、铣屑收集装置、自动压块机均为自主设计制造,产品配套性强,方便服务。
- 没有了
- 没有了
